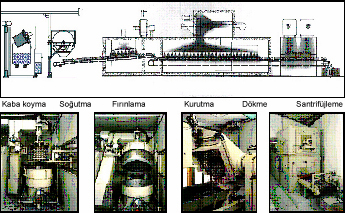
Resim 4.2.1.1 Kaplama prosesi – Daldırarak santrifüjleme yöntemi Resim Dörken
miktardakileri için uygundur. Parçalar açık dökme malzeme olarak santrifüj sepetine tartılarak koyulup kap içindeki ürüne daldırılır. Parçaları kaplama ürünü ile ıslatmak için, daldırma işlemi sırasında sepet hareket ettirilir. Sepet döndüğünde parça üzerindeki fazla olan kaplama ürünü savrulur.
Modern tesisler bilgisayarlarla idare edilir, tam otomatik çalışır ve tekrarlanabilir üretim sağlayabilirler. Tüm önemli değerler bilgisayar üzerinden verilip kaydedilir. Dolayısıyla, belirli parça gurupları veya zor parçalar için, hazırlanan programlar tekrar çağrılabilirler. Modern santrifüj tekniği ile, örneğin gömme başlı cıvatalar, yıldız başlı vidalar vs. gibi parçalar kusursuz bir şekilde kaplanır. Bunun için, hem „dikey“, hem de „yatay“ olarak farklı eğim açılarında çalışabilen santrifüjler çok önemli bir koşulu teşkil ederler. Bu tip santrifüjler, fazlalık teşkil eden kaplama ürününün söz konusu zor parçalardan uzaklaştırılmasını sağlar.
Tam bir kaplama işleminin akışı çok karmaşık olup, sonuçta elde edilecek kaplama kalitesi aşağıdaki parametrelere bağlıdır:
Yatık santrifüj Fırın sarsağına dökme Santrifüje koyma Fırınlama
• Viskozite (standart viskozitenin yarlanması)
• Daldırma süresi ve hareketi
• Daldırma işlemlerinin sayısı
• Sepet yatma açısı (zor parçaların serbest yer değiştirmesi)
• Azami devir sayısına ulaşma (ivmesi)
• Santrifüjleme hızı
• Santrifüjleme süresi
• Santrifüjlemede dönüş yönünün değişmesi
Daldırma santrifüj yönteminde, temas noktalarının kapanması için, kaplama işlemi iki kez yapılmalıdır. Dökülen parçalar birbirinin üzerine geldiğinden, temas eden noktalarda kaplama kalınlığı incelmektedir. Kaplama kurumadan evvel, parçaların yeri değiştirildiğinde, temas noktaları kaplama ürünü tarafından kapatılmaktadır. Bunun için, ilk kat kaplamanın optimal yayılma ve penetrasyon kabiliyetine sahip olması gerekmektedir. Kaplama ürünü, zor ulaşılabilir bölgelere de girer (Örneğin kaynak noktaları). Büyük santrifüj cihazlarında, eğer kaplama öncesi toleranslara uyulmuşsa, M5 ile M16 arasında metrik dişleri toleranslara uygun olarak kaplamak mümkündür. Küçük santrifüj cihazlarında, daha küçük çaptaki cıvatalar kaplanır.
Her kaplama işleminde, parametrelere bağlı olarak ortalama 3 ila 5 µm arasında kaplama kalınlığı elde edilir. Kaplama kalınlığı ile birlikte paslanma dayanıklılığı artar.